Nuvita Pharmaceuticals
“From Science to Life”
Nuvita Pharmaceuticals, one of the top manufacturers of food supplements in the domestic market, is driven by three core values: sourcing quality raw materials, maintaining good manufacturing conditions, and upholding ethical marketing practices.
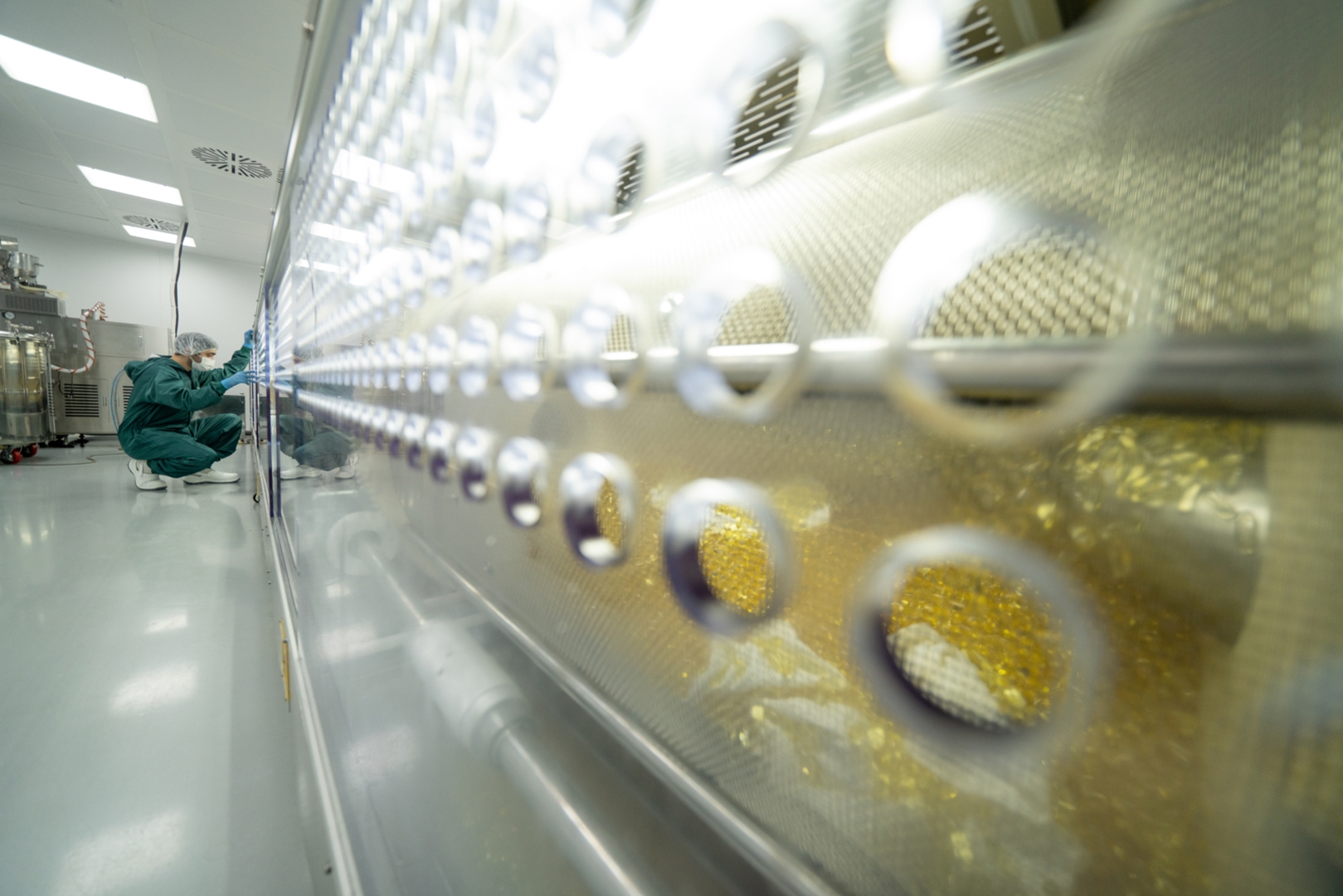
Our state-of-the-art manufacturing facility provides contract manufacturing services for a range of products, including liquid, sachets, softgel capsules, capsules, and tablets tailored to meet the needs of our valued customers. All of our manufacturing processes adhere to the highest international standards, including GMP, ISO 9001, ISO 22000 Food Safety Quality Standards, and Halal Certification.
At Nuvita Pharmaceuticals, we remain at the forefront of technological advancements, constantly striving to share our commitment to excellence with our partners and earn the unwavering trust of our customers. We pride ourselves on being a preferred business partner in the industry, with our production facility and unparalleled quality standards setting us apart from the competition.
As we make sure that your supplements are made with the best machinery currently available to supplement producers, we are also aware of how important ingredient quality is and we make sure to only employ the best raw materials.
By developing specialized formulas that make use of our considerable sourcing experience and R&D skills, we can help differentiate your products. We take pleasure in our track record of consistency, dependability, and openness in all aspects of product development, manufacture, delivery, and compliance. We construct our innovation pipeline with goods that fuel the growth of your private brand by combining our decades of expertise in the health and wellness sector with data-driven solutions.
As a company, we are committed to continuous development through strategic investments in our operations, equipment, and the recruitment and training of highly skilled human resources. At Nuvita Pharmaceuticals, we believe the key to our success lies in our unwavering dedication to our core values and relentless pursuit of excellence.